Трубогибы с бустером типа CBF
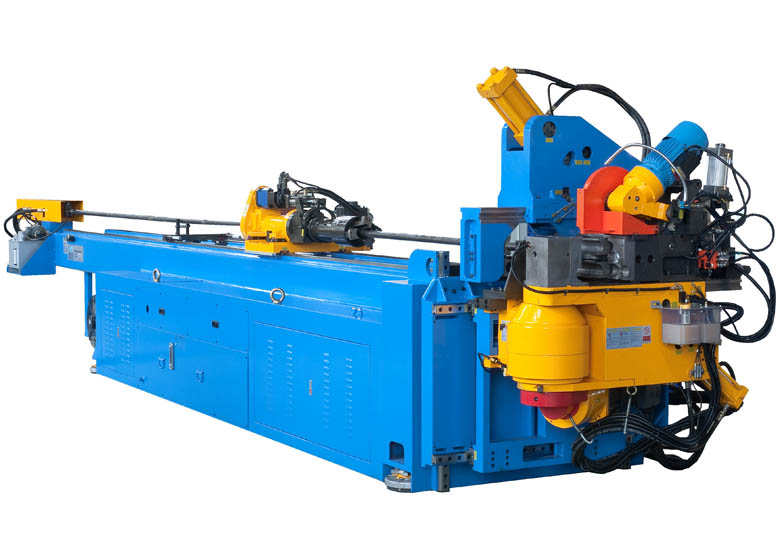



Трубогибочные станки с бустером CBF - предпочтительный вариант при выборе станка для дорновой гибки тонкостенных труб с контролем утонения внешней стенки. Бустер CBF расположен позади ползуна и во время гиба создает осевое давление на трубу.
Такое расположение позволяет иметь небольшое расстояние до блока
гибочных головок, что хорошо для минимизации последнего прямого участка
на изделии, а также не возникает проблем прогиба длинной заготовки. Гидравлический бустер CBF создает осевое усилие на трубу до 10 тонн (в зависимости от модели
станка), обеспечивая уменьшение утонения внешней стенки трубы при
дорновой гибке, позволяя получать на тонкостенной трубе качественный гиб даже при малом
радиусе (Rср - от 1Дт). Бустером CBF комплектуются как полуавтоматические, так и автоматические трубогибочные станки. Полуавтоматические станки имеют 1 ЧПУ управляемую координату - на гибку, являются бюджетным вариантом при гибке несложных контуров (1 - 3 гиба на изделии). Автоматические станки имеют подающую каретку с автоматической подачей и поворотом трубы вокруг оси, осуществляемые сервоприводами Mitsubishi (Япония). В автоматические станки можно интегрировать отрезной узел, для обрезки заготовки после гибки.
ОСОБЕННОСТИ СТАНКОВ С БУСТЕРОМ CBF :
- Станки серии TNCB являются полуавтоматическими, то есть выдвижение трубы и поворот вокруг оси осуществляются вручную, оператором.
- Станки серии TSR, TDR и TDRE являются автоматическими, то есть все основные движения станка (подача, поворот в пространстве и гибка) осуществляются в автоматическом режиме, по программе ЧПУ.
ОСОБЕННОСТИ СТАНКОВ С БУСТЕРОМ CBF :
- Гибка (поворот гибочной консоли) производится гидравликой, с пропорциональным клапаном Rexroth (программируемая скорость, плавное ускорение/торможение, точность +/- 0.1 градуса).
- Подача трубы, а также поворот в пространстве на автоматических станках производится сервомоторами Mitsubishi (Япония), с точностью +/- 0.1 градуса (+/- 0.1 мм). Программирование углов поворота трубы, также как и углов гибки, осуществляется в программе ЧПУ станка.
- Для повышения качества гибки, особенно тонкостенных труб, станки укомплектованы гидравлическим приводом (бустером) ползуна. Основная задача привода ползуна – подталкивать трубу вперёд во время гибки, тем самым облегчая нагрузку на прижимы оснастки, что также минимизирует появление следов на трубе от оснастки, в месте зажима. В станках также реализована функция плавного отвода дорна перед окончанием гибки, что позволяет ему не застревать в изогнутой трубе, даже при использовании шарнирного дорна.
- На все трубогибы установлены 15" сенсорные экраны для программирования и управления станком с функциями автоматического расчета пружинения и растяжения трубы, возможностью задания различных скоростей и поправочных параметров для каждого участка изделия, режимом эмуляции и проверки проходимости изделия на экране ЧПУ, ввода корректирующих данных и т.д.
- Трубогибы с бустером CBF отлично подходят под гибку тонкостенных труб. Полуавтоматические трубогибы TNCB-CBF пользуются популярностью в авиастроении, автопроме, авиа-космической отрасли. Автоматические трубогибы с бустером CBF, интегрированным отрезным узлом и автоматизированным магазином заготовки может использоваться в любом серийном производстве изделий, включая автопром.
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ ТРУБОГИБОЧНОГО СТАНКА :
- Станок с ЧПУ управлением. В конструкции станка и оснастки все внутренние размеры выполнены в метрической системе измерения. Вся документация предоставляется на двух языках: Русском и Английском.
- Усиленная станина, обеспечивающая жёсткость конструкции и точность взаимодействия узлов. Станок ставится на вибро-опоры (поставляются в комплекте со станком), для установки требуется ровный бетонный пол.
- Поворот гибочной консоли – по часовой стрелке. Привод консоли – гидравлический, с пропорциональным клапаном, обеспечивающим высокую точность и плавность движения (разгон/торможение) гибочной консоли.
- Мощный бустер CBF (осевое усилие - до 10 тонн), с независимой настройкой осевого давления и зажима трубы.
- Гидравлический бустер ползуна - помогает устранить царапины (от проскальзывания трубы относительно зажимов оснастки), что особенно актуально при работе с такими сложными материалами, как: нерж. сталь, алюминий, титан и т.д.
- Кронштейн для установки выглаживателя гофры, что необходимо для устранения гофры при гибке тонкостенных труб.
- Система программируемого в ЧПУ плавного отвода дорна до окончания гиба.
- Программируемая система автоматической смазки дорна.
- Централизованная система смазки трущихся пар станка.
- Система охлаждения гидравлического масла станка, на выбор: воздушная либо водяная.
- Подающая каретка в автоматических станках - может работать как поступательным методом (труба устанавливается до упора в цанге каретки, и с исходного положения поступательно подается вперёд, в соответствии с программой гибки), так и методом перехвата (труба проходит через каретку, цанга работает по принципу цангового карандаша).
- Панель управления с 15” цветным сенсорным экраном и русифицированной ЧПУ программой, выполнена на базе индустриального компьютера известной компании ADVANTECH, имеет встроенный сенсорный экран, подключаемую стандартную клавиатуру, встроенную систему охлаждения (для поддержания рабочей температуры компьютера).
- Стандартные устройства безопасности.
- Комплект ручного инструмента.
- Инструкция по эксплуатации на Русском языке.
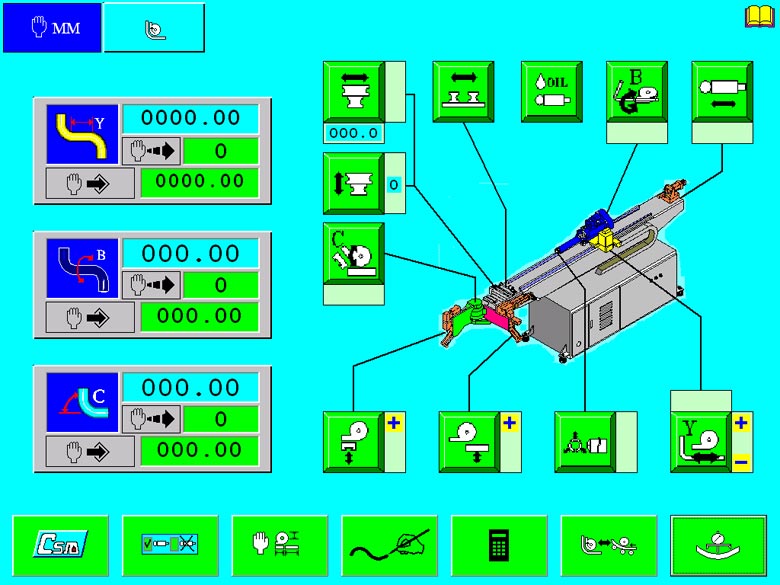 1. Ручной режим.
1. Ручной режим.
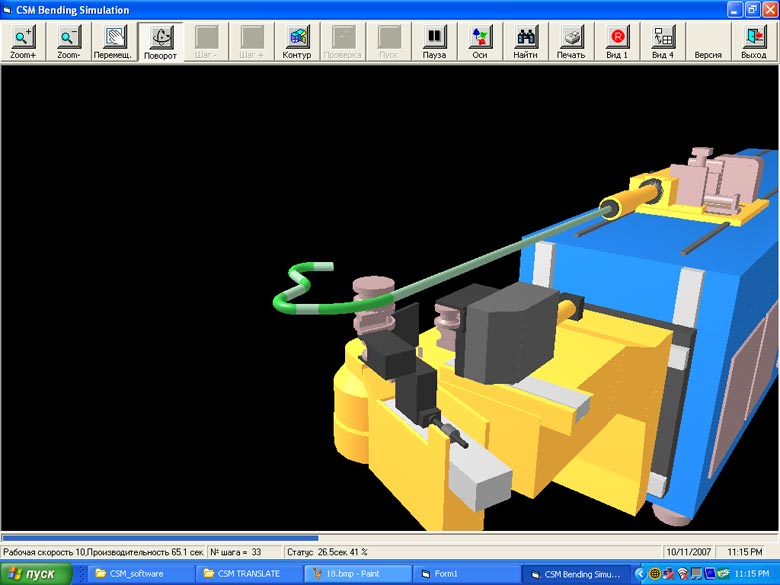 2. Эмуляция гибки.
2. Эмуляция гибки.  3. Контроль точности.
3. Контроль точности. 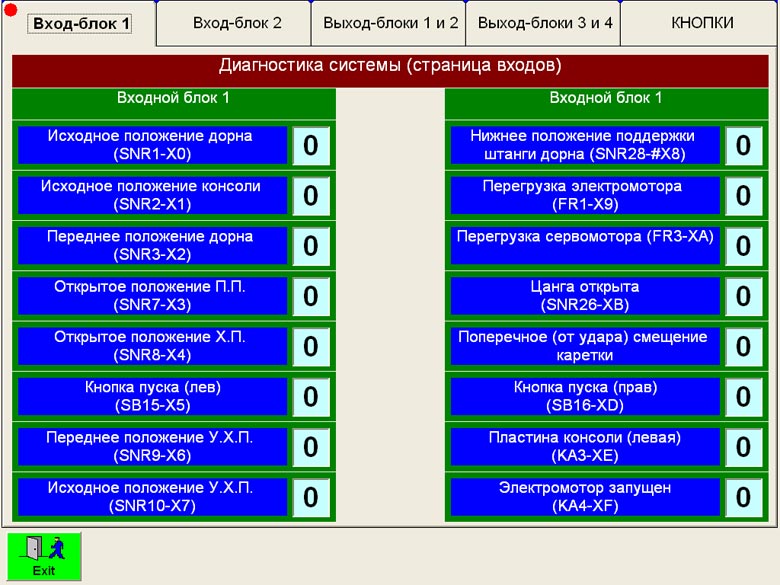 4. Стр. ввода-вывода.
4. Стр. ввода-вывода.  5. Журнал ошибок.
5. Журнал ошибок.
- Программа ЧПУ установлена на индустриальный компьютер известной компании ADVANTECH. Сенсорный экран, жёсткий диск 40 Гб, USB, Ethernet (для подключения к Интернет). При необходимости, программа бесплатно обновляется.
- ЧПУ программа имеет удобный графический интерфейс, полностью русифицирована.
- ЧПУ программа позволяет задавать изделия в относительных (подача, поворот, гибка) и абсолютных (декартовых) координатах, а также автоматический перевод из декартовых координат (XYZ) в относительные (YBC) и обратно.
- Возможность чтения CAD файлов типа IGES.
- Автоматический расчет коэффициента пружинения трубы для каждого угла гиба.
- Автоматический расчет растяжения трубы для каждого угла гиба.
- Формирование графического 3-D изображения запрограммированного изделия.
- Удобный эмулятор (отображение процесса гибки трубы на экране компьютера), с контролем проходимости детали и обнаружением столкновения трубы со станком или оснасткой.
- Регулировка скоростей всех приводов (скорости перемещения, вращения и гибки).
- Оптимизация работы трубогиба – использование одновременного перемещения нескольких узлов для увеличения производительности.
- ЧПУ программа позволяет отслеживать точность и повторяемость изделий с помощью подающей каретки (функция «контроль качества изделия»), то есть если по каким-то причинам произошло отклонение от угла гибки или величины подачи (например, произошло проскальзывание прижимов во время гибки), подающая каретка отслеживает свое перемещение и в случае отклонения от заданных параметров, выводит сообщение об ошибке.
- Возможность программирования бокового смещения трубы перед каждой подачей, во избежание трения трубы об оснастку.
- Возможность задания цикличного производства в автоматическом режиме.
- Ведение журнала ошибок станка, а также историю выполнения работ на станке.
- Электронная самодиагностика с выводом ошибки на экран.
- Возможность работы с КИМ (контрольно-измерительной машиной), что позволяет автоматически вводить программу или корректировку изделия с измерительной системы.
- Возможность подключения загрузчика заготовок и других устройств автоматизации.
75TNCB-CBF. Общий видео-ролик трубогиба.
80TDRE-CBF. Гибка + интегрированная резка.
150TNCB-CBF. Гибка трубы с контролем утонения.
Технические характеристики
| Модельный ряд | 25-TDRE-CBF | 75-TNCB-CBF | 80-TDRE-CBF | 89-TNCPB-CBF | 120-TSR-CBF | 120-TNCB-CBF | 150-TNCB-CBF |
|---|---|---|---|---|---|---|---|
| Заготовка | |||||||
| Макс. диаметр трубы (мм), сталь | 25.4x1.5 | 76x3 | 80х2.0 | 88х2.5 | 114х3.0 | 127х5.5 | 152х7.0 |
| Макс. диаметр трубы (мм), нерж. | 22.2x1.2 | 76x1.8 | 80х1.2 | 88х1.6 | 114х1.8 | 127х3 | 152х4.0 |
| Макс. радиус гиба* (по сред. линии), мм | 5 - 70 | 40 - 300 | 40 - 280 | 50 - 300 | 80 - 350 | 80 - 450 | 90 - 500 |
| Макс. длина трубы* (прямая подача), мм | 1500 | 2600 | 4000 | 2600 | 6000 | 5200 | 6000 |
| Макс. длина трубы* (при перехвате), мм | 2200 | 2600 | 5200 | - | 7500 | 5200 | 6000 |
| Макс. угол гиба, град | 190 | 190 | 190 | 190 | 190 | 190 | 190 |
| * | Параметры со звездочкой - могут корректироваться в соответствии с техзаданием. | ||||||
| Функциональные характеристики | |||||||
| Макс. кол-во гибочных головок | 2 | 1 | 2 | 1 | 1 | 1 | 1 |
| Проталкивание (большие радиусы) | - | - | - | - | - | - | - |
| Бустер (контроль утонения стенки) | да | да | да | да | да | да | да |
| Точностные характеристики | |||||||
| Точность гибки, град | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 |
| Точность поворота в пространстве, град | +/- 0.1 | вручную | +/- 0.1 | +/- 0.1 | +/- 0.1 | вручную | вручную |
| Точность подачи, мм | +/- 0.1 | вручную | +/- 0.1 | вручную | +/- 0.1 | вручную | вручную |
| Эксплуатационные характеристики | |||||||
| Потребляемая (пиковая) мощность, кВт | 6.5 | 15 | 21.5 | 18.5 | 42.5 | 34 | 52 |
| Габариты (ДхШхВ), см | 350х90х125 | 360х120х160 | 670х150х180 | 520х135х170 | 1000х200х200 | 700х210х200 | 800х230х180 |
| Вес, кг | 1100 | 2500 | 6500 | 3800 | 10500 | 7500 | 11500 |