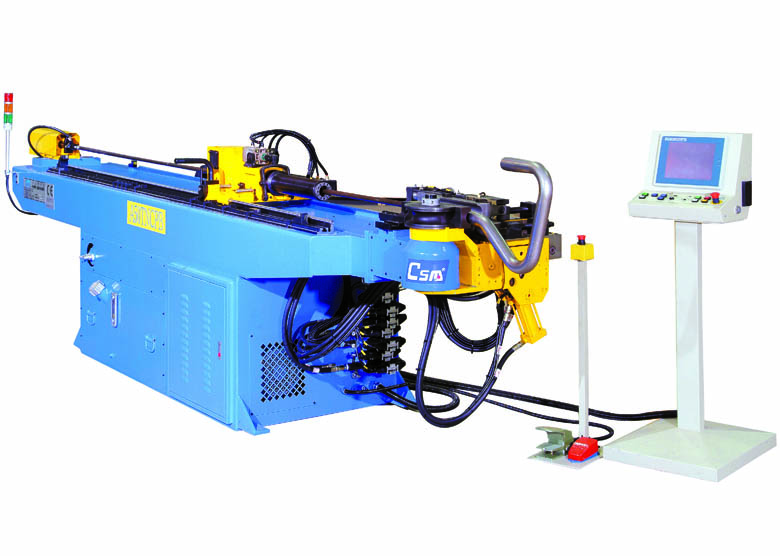
Серия TNCPB. Трубогибочный станок с дорном (полуавтомат)


В отличие от трубогибочных станков TNCB, станки TNCPB имеют ЧПУ-управление по двум координатам (автоматическая гибка и автоматический поворот трубы в пространстве), что позволяет изготавливать более сложные изделия с более точной повторяемостью. Выдвижение трубы вперёд - осуществляются оператором вручную, по специальным быстро-настраиваемым упорам. Таким образом, для получения изделия, состоящего из двух гибов, находящихся в разных плоскостях, последовательность работы оператора будет следующей:
Оператор устанавливает трубу в станок и нажимает на кнопку пульта управления. Цанги подающей каретки зажимают трубу и поворачивают её на угол, заданный в первой строке ЧПУ программы. Далее оператор нажимает на педаль пульта управления. Трубогибочный станок зажимает трубу и производит гибку на угол, заданный в первой строке программы ЧПУ. По окончанию гибочной операции, трубогибочный станок автоматически разжимает трубу. Затем оператор выдвигает трубу вперёд (до следующего места гиба), и нажимает на педаль пульта управления для возврата всех подвижных элементов станка в исходное положение. После возврата всех механизмов, оператор нажимает на педаль. Подающая каретка поворачивает трубу в пространстве на угол, заданный во второй строке программы ЧПУ. Оператор заново нажимает на педаль. Автоматически производится гибка на угол, заданный во второй строке программы ЧПУ. По окончанию гибочной операции, трубогибочный станок разжимает трубу. Оператор снимает согнутое изделие со станка и нажимает на педаль для возврата всех подвижных элементов станка в исходное положение.
ОСОБЕННОСТИ ТРУБОГИБОЧНЫХ СТАНКОВ СЕРИИ TNCPB :
Оператор устанавливает трубу в станок и нажимает на кнопку пульта управления. Цанги подающей каретки зажимают трубу и поворачивают её на угол, заданный в первой строке ЧПУ программы. Далее оператор нажимает на педаль пульта управления. Трубогибочный станок зажимает трубу и производит гибку на угол, заданный в первой строке программы ЧПУ. По окончанию гибочной операции, трубогибочный станок автоматически разжимает трубу. Затем оператор выдвигает трубу вперёд (до следующего места гиба), и нажимает на педаль пульта управления для возврата всех подвижных элементов станка в исходное положение. После возврата всех механизмов, оператор нажимает на педаль. Подающая каретка поворачивает трубу в пространстве на угол, заданный во второй строке программы ЧПУ. Оператор заново нажимает на педаль. Автоматически производится гибка на угол, заданный во второй строке программы ЧПУ. По окончанию гибочной операции, трубогибочный станок разжимает трубу. Оператор снимает согнутое изделие со станка и нажимает на педаль для возврата всех подвижных элементов станка в исходное положение.
ОСОБЕННОСТИ ТРУБОГИБОЧНЫХ СТАНКОВ СЕРИИ TNCPB :
- Станки являются одноголовочными, то есть на одном изделии может быть только один радиус гибки (например R=50мм). Гибка производится методом намотки, что позволяет получать радиус гибки Rср от 1.5Дт (от полутора диаметров трубы) даже на тонкостенных трубах, при этом получаемая овальность трубы в месте гиба, может достигать нескольких процентов.
- Гибка (поворот гибочной консоли) производится при помощи гидравлического привода, с функцией понижения скорости перед окончанием гиба, с точностью +/- 0.15 градусов.
- Поворот трубы в пространстве производится сервомотором Mitsubishi (Япония), с точностью +/- 0.1 градуса. Программирование углов поворота трубы, также как и углов гибки, осуществляется в программе ЧПУ станка.
- Стойка ЧПУ имеет небольшой сенсорный экран. Программа станка качественно русифицирована, имеет удобный интерфейс, и позволяет работать в ручном, полуавтоматическом и автоматическом режимах. В ЧПУ также реализована система самодиагностики станка с выводом ошибки на экран.
- Станки серии TNCPB рекомендуются для гибки изделий средней сложности из труб и профиля. На станке присутствует аппаратная фиксация трубы (подающая каретка), что повышает точность изготовления пространственных изделий. Однако в случае широкого ассортимента изделий, предпочтительным выбором для многих заказчиков оказываются автоматические станки бюджетной серии TSRJ, обеспечивающим не только повышенную производительность и безопасность за счет полностью автоматического цикла изготовления изделия, но также не требующий никакой ручной настройки станка при переходе с одной геометрии изделия на другую.
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ ТРУБОГИБОЧНОГО СТАНКА :
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ :
- Полуавтоматический станок с 8” графическим ПЛК сенсорным экраном и внутренней памятью на 99 программ. В конструкции станка и оснастки все внутренние размеры выполнены в метрической системе измерения. Вся документация предоставляется на двух языках: Русском и Английском.
- Усиленная станина, обеспечивающая жёсткость конструкции и точность взаимодействия узлов.
- Станок ставится на вибро-опоры (поставляются в комплекте со станком), для установки требуется ровный бетонный пол.
- Для повышения качества гибки, особенно тонкостенных труб, станки укомплектованы гидравлическим приводом (бустером) ползуна. Основная задача бустера ползуна – подталкивать трубу вперёд во время гибки, тем самым облегчая нагрузку на прижимы оснастки, что также минимизирует появление следов на трубе от оснастки, в месте зажима.
- Поворот гибочной консоли – по часовой стрелке. Привод консоли – гидравлический, с функцией снижения скорости перед окончанием гибки (для повышения точности гибки).
- Подающая каретка может находиться в PDI зоне (зоне ползуна), что позволяет получать минимальный прямой участок в конце изделия.
- Кронштейн для установки выглаживателей гофры, что необходимо для устранения гофры при гибке тонкостенных труб.
- Система программируемого в ЧПУ плавного отвода дорна до окончания гиба.
- Автоматическая программируемая система смазки дорна.
- Система упоров для фиксации трубы при выдвижении на следующее положение гибки.
- Стандартные устройства безопасности.
- Комплект ручного инструмента.
- Инструкция по эксплуатации на Русском языке.
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ :
- Увеличение длины станины
- Увеличение максимального радиуса гибки
- Установка всплывающего прижима (для изготовления М-образных змеевиков).
- Мощный бустер для контроля утонения внешней стенки трубы и возможности гибки труб с радиусом 1Дт.
ОПИСАНИЕ ВОЗМОЖНОСТЕЙ ЧПУ ПРОГРАММЫ M1:
- Стойка ЧПУ (тип М1) является самой простой в линейке станков, с 8" сенсорным экраном и внутренней памятью на 99 программ.
- Программа имеет удобный интерфейс, и позволяет работать в ручном, пошаговом и автоматическом режимах.
- ЧПУ программа позволяет задавать изделия в относительных (подача, гибка) координатах.
- Программирование функции плавного отвода дорна.
- Электронная самодиагностика с выводом ошибки на экран.
75-TNCPB. Полуавтоматический трубогиб с ЧПУ.
Технические характеристики
| Модельный ряд | 50-TNCPB | 75-TNCPB | 89-TNCPB | 100-TNCPB |
|---|---|---|---|---|
| Заготовка | ||||
| Макс. диаметр трубы (мм), сталь | 50х3.0 | 76х3.0 | 89х4.0 | 101х5.5 |
| Макс. диаметр трубы (мм), нерж. | 50х1.8 | 76х1.8 | 89х1.8 | 101х3.0 |
| Макс. радиус гиба* (по сред. линии), мм | 220 | 250 | 300 | 400 |
| Макс. длина трубы* (прямая подача), мм | 2100 | 2400 | 2600 | 3600 |
| Макс. угол гиба, град | 190 | 190 | 190 | 190 |
| * | Параметры со звездочкой - могут корректироваться в соответствии с техзаданием. | |||
| Функциональные характеристики | ||||
| Макс. кол-во гибочных головок | 1 | 1 | 1 | 1 |
| Привод гибочной консоли | гидравлический | |||
| Проталкивание (большие радиусы) | - | - | - | - |
| Точностные характеристики | ||||
| Точность гибки, град | +/- 0.15 | +/- 0.15 | +/- 0.15 | +/- 0.15 |
| Точность поворота в пространстве, град | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 |
| Точность подачи, мм | +/- 0.5 | +/- 0.5 | +/- 0.5 | +/- 0.5 |
| Эксплуатационные характеристики | ||||
| Потребляемая (пиковая) мощность, кВт | 7 | 8 | 12.5 | 16.5 |
| Габариты (ДхШхВ), см | 375х100х125 | 430х120х120 | 520х135х135 | 640х160х150 |
| Вес, кг | 1530 | 2280 | 3500 | 4500 |