Серии TSR и TDR. Автоматические трубогибы (классические)




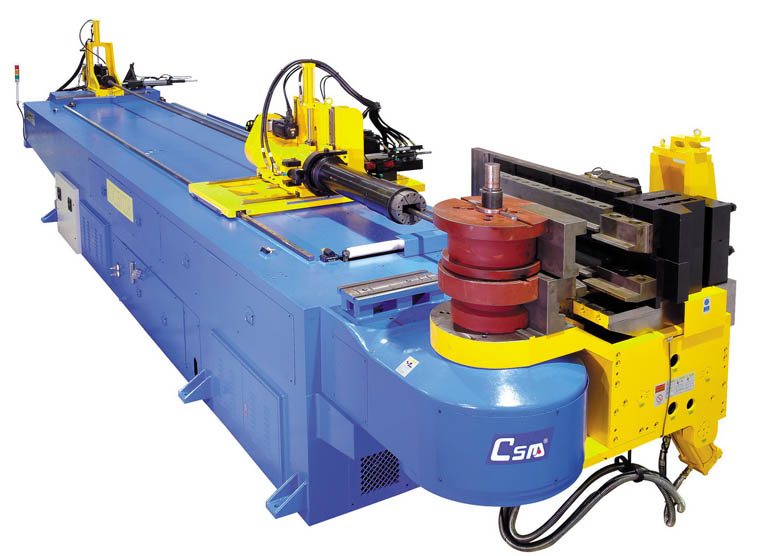
Автоматические трубогибы серии TSR (TDR) - самый предпочтительный вариант при выборе мощного, универсального станка с ЧПУ для гибки тонкостенных и толстостенных труб, с оптимальной функциональностью. Подача трубы (вперёд / назад), а также поворот в пространстве осуществляются сервоприводами Mitsubishi (Япония). Контроль гибочной операции производится при помощи гидравлического привода с пропорциональным клапаном фирмы Rexroth (Германия), обеспечивающим повышенную точность и плавность движения (разгон-торможение) гибочной консоли.
ОСОБЕННОСТИ АВТОМАТИЧЕСКИХ ТРУБОГИБОВ СЕРИЙ : TSR и TDR :
- Трубогибы серии TSR являются одноголовочными, то есть позволяют гнуть трубу с одним радиусом гибки (например, Rср=50мм).
- Трубогибы серии TDR являются двухголовочными, то есть позволяют устанавливать оснастку с двумя различными радиусами гибки (например, R1ср=50мм, R2ср=80мм).
ОСОБЕННОСТИ АВТОМАТИЧЕСКИХ ТРУБОГИБОВ СЕРИЙ : TSR и TDR :
- Гибка (поворот гибочной консоли) производится гидравликой, с пропорциональным клапаном Rexroth (программируемая скорость, плавное ускорение/торможение, точность +/- 0.1 градуса).
- Подача трубы, а также поворот в пространстве производится сервомоторами Mitsubishi (Япония), с точностью +/- 0.1 градуса (+/- 0.1 мм). Программирование углов поворота трубы, также как и углов гибки, осуществляется в программе ЧПУ станка.
- Для повышения качества гибки, особенно тонкостенных труб, станки укомплектованы гидравлическим приводом (бустером) ползуна. Основная задача привода ползуна – подталкивать трубу вперёд во время гибки, тем самым облегчая нагрузку на прижимы оснастки, что также минимизирует появление следов на трубе от оснастки, в месте зажима. В станках также реализована функция плавного отвода дорна перед окончанием гибки, что позволяет ему не застревать в изогнутой трубе, даже при использовании шарнирного дорна.
- На все трубогибы установлены 15" сенсорные экраны для программирования и управления станком с функциями автоматического расчета пружинения и растяжения трубы, возможностью задания различных скоростей и поправочных параметров для каждого участка изделия, режимом эмуляции и проверки проходимости изделия на экране ЧПУ, ввода корректирующих данных и т.д.
- Трубогибы серии TSR и TDR являются классическими автоматическими станками с гидравлическим приводом гибочной консоли, что в отличие от сервоприводных трубогибочных станков, к примеру, серии TSRE (TDRE), предпочтительнее при работе с толстостенными трубами.
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ ТРУБОГИБОЧНОГО СТАНКА :
- Автоматический станок с ЧПУ управлением. В конструкции станка и оснастки все внутренние размеры выполнены в метрической системе измерения. Вся документация предоставляется на двух языках: Русском и Английском.
- Усиленная станина, обеспечивающая жёсткость конструкции и точность взаимодействия узлов. Станок ставится на вибро-опоры (поставляются в комплекте со станком), для установки требуется ровный бетонный пол.
- Поворот гибочной консоли – по часовой стрелке. Привод консоли – гидравлический, с пропорциональным клапаном, обеспечивающим высокую точность и плавность движения (разгон/торможение) гибочной консоли.
- Гидравлический бустер ползуна - помогает устранить царапины (от проскальзывания трубы относительно зажимов оснастки), что особенно актуально при работе с такими сложными материалами, как: нерж. сталь, алюминий, титан и т.д.
- Кронштейн для установки выглаживателя гофры, что необходимо для устранения гофры при гибке тонкостенных труб.
- Система программируемого в ЧПУ плавного отвода дорна до окончания гиба.
- Программируемая система автоматической смазки дорна.
- Централизованная система смазки трущихся пар станка.
- Система охлаждения гидравлического масла станка, на выбор: воздушная либо водяная.
- Подающая каретка может находиться в PDI зоне (зоне ползуна), что позволяет получать минимальный прямой участок в конце изделия.
- Подающая каретка может работать как поступательным методом (труба устанавливается до упора в цанге каретки, и с исходного положения поступательно подается вперёд, в соответствии с программой гибки), так и методом перехвата (труба проходит через каретку, цанга работает по принципу цангового карандаша). Последний вариант удобен при гибке трубы без дорна, что позволяет устанавливать в станок трубу без ограничения по длине (например, длиной более 6 метров).
- Панель управления с 15” цветным сенсорным экраном и русифицированной ЧПУ программой, выполнена на базе индустриального компьютера известной компании ADVANTECH, имеет встроенный сенсорный экран, подключаемую стандартную клавиатуру, встроенную систему охлаждения (для поддержания рабочей температуры компьютера).
- Стандартные устройства безопасности.
- Комплект ручного инструмента.
- Инструкция по эксплуатации на Русском языке.
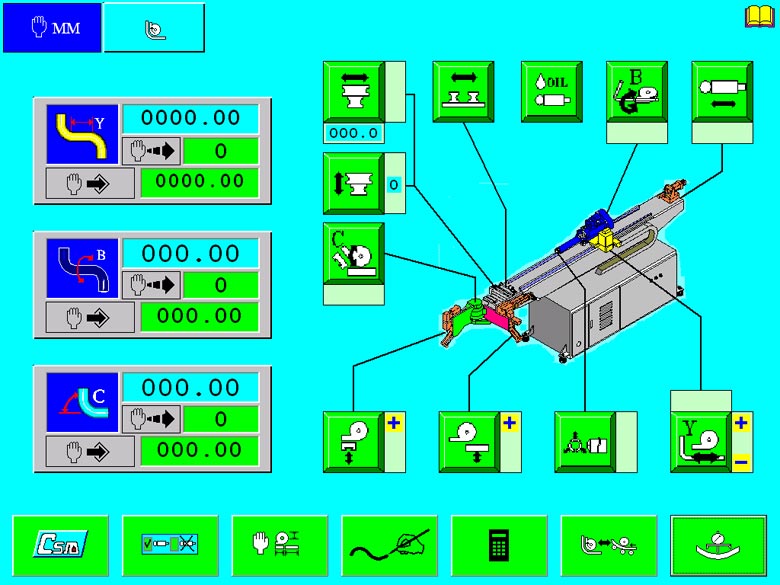 1. Ручной режим.
1. Ручной режим.
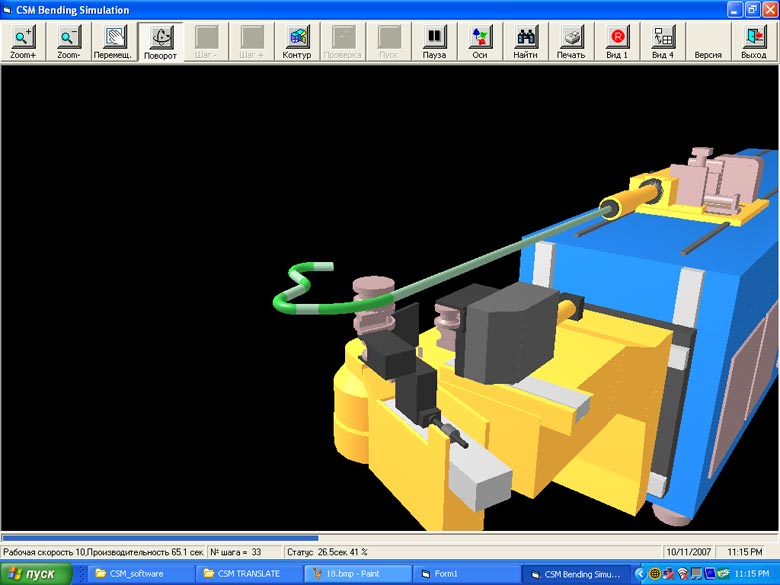 2. Эмуляция гибки.
2. Эмуляция гибки.  3. Контроль точности.
3. Контроль точности. 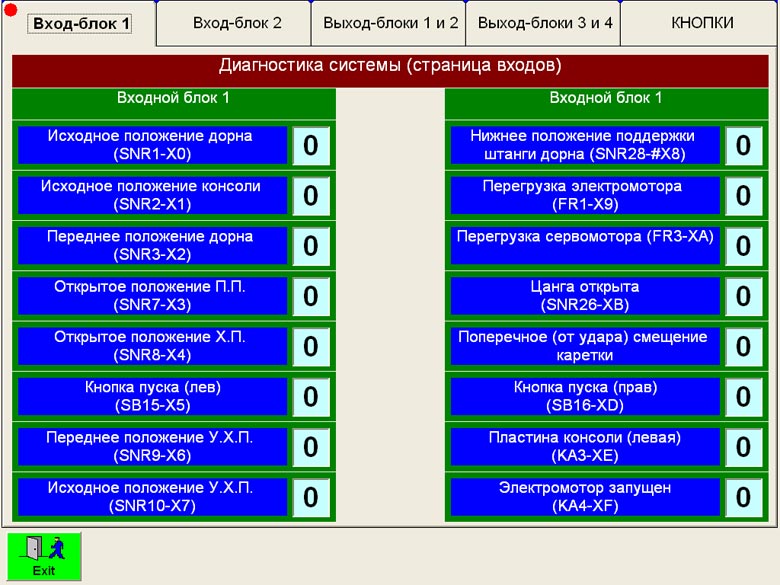 4. Стр. ввода-вывода.
4. Стр. ввода-вывода.  5. Журнал ошибок.
5. Журнал ошибок.
- Программа ЧПУ установлена на индустриальный компьютер известной компании ADVANTECH. Сенсорный экран, жёсткий диск 40 Гб, USB, Ethernet (для подключения к Интернет). При необходимости, программа бесплатно обновляется.
- ЧПУ программа имеет удобный графический интерфейс, полностью русифицирована.
- ЧПУ программа позволяет задавать изделия в относительных (подача, поворот, гибка) и абсолютных (декартовых) координатах, а также автоматический перевод из декартовых координат (XYZ) в относительные (YBC) и обратно.
- Возможность чтения CAD файлов типа IGES.
- Автоматический расчет коэффициента пружинения трубы для каждого угла гиба.
- Автоматический расчет растяжения трубы для каждого угла гиба.
- Формирование графического 3-D изображения запрограммированного изделия.
- Удобный эмулятор (отображение процесса гибки трубы на экране компьютера), с контролем проходимости детали и обнаружением столкновения трубы со станком или оснасткой.
- Регулировка скоростей всех приводов (скорости перемещения, вращения и гибки).
- Оптимизация работы трубогиба – использование одновременного перемещения нескольких узлов для увеличения производительности.
- ЧПУ программа позволяет отслеживать точность и повторяемость изделий с помощью подающей каретки (функция «контроль качества изделия»), то есть если по каким-то причинам произошло отклонение от угла гибки или величины подачи (например, произошло проскальзывание прижимов во время гибки), подающая каретка отслеживает свое перемещение и в случае отклонения от заданных параметров, выводит сообщение об ошибке.
- Возможность программирования бокового смещения трубы перед каждой подачей, во избежание трения трубы об оснастку.
- Возможность задания цикличного производства в автоматическом режиме.
- Ведение журнала ошибок станка, а также историю выполнения работ на станке.
- Электронная самодиагностика с выводом ошибки на экран.
- Возможность работы с КИМ (контрольно-измерительной машиной), что позволяет автоматически вводить программу или корректировку изделия с измерительной системы.
- Возможность подключения загрузчика заготовок и других устройств автоматизации.
50-TSR. Гибка полотенцесушителя.
80-TSR. Гибка геометрически сложного элемента
150TSR. Гибка трубы МНЖ для судостроения.
Гибка полотенцесушителя, труба 32х1.5мм.
Технические характеристики
| Модельный ряд |
38-TSR / 38-TDR |
50-TSR / 50-TDR |
65-TSR / 65-TDR |
80-TSR / 80-TDR |
100-TSR / 100-TDR |
120-TSR / 120-TDR |
150-TSR / 150-TDR |
180-TSR | 220-TSR |
|---|---|---|---|---|---|---|---|---|---|
| Заготовка | |||||||||
| Макс. диаметр трубы (мм), сталь | 38х3.0 | 50х3.0 | 65х3.0 | 80х4.5 | 101х5.5 | 120х5.5 | 152х7.0 | 180х9.0 | 220х15.0 |
| Макс. диаметр трубы (мм), нерж. | 38х1.8 | 50х1.8 | 65х1.8 | 80х3.2 | 101х3.0 | 120х3.0 | 152х4.0 | 180х5.5 | 220х9.0 |
| Макс. радиус гиба* (по сред. линии), мм | 150 | 220 | 250 | 280 | 400 | 450 | 500 | 600 | 800 |
| Макс. длина трубы* (прямая подача), мм | 2200 | 2200 | 2500 | 3000 | 3600 | 5000 | 6000 | 6000 | 6000 |
| Макс. длина трубы* (при перехвате), мм | 3100 | 3100 | 3500 | 4000 | 4600 | 6000 | 7200 | 7200 | 7500 |
| Макс. угол гиба, град | 190 | 190 | 190 | 190 | 190 | 190 | 190 | 190 | 190 |
| * | Параметры со звездочкой - могут корректироваться в соответствии с техзаданием. | ||||||||
| Функциональные характеристики | |||||||||
| Макс. кол-во гибочных головок | 1 / 2 | 1 / 2 | 1 / 2 | 1 / 2 | 1 / 2 | 1 / 2 | 1 / 2 | 1 | 1 |
| Привод гибочной консоли | гидравлический, с пропорциональным клапаном Rexroth | ||||||||
| Проталкивание (большие радиусы) | - | - | - | - | - | - | - | - | - |
| Бустер (контроль утонения стенки) | - | - | - | - | - | - | - | - | - |
| Точностные характеристики | |||||||||
| Точность гибки, град | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 |
| Точность поворота в пространстве, град | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 |
| Точность подачи, мм | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 | +/- 0.1 |
| Эксплуатационные характеристики | |||||||||
| Потребляемая (пиковая) мощность, кВт | 7 | 9.5 | 10 | 15 | 27 | 27 | 38.5 | 66 | 76 |
| Габариты (ДхШхВ), см | 370х110х130 / 400х110х130 |
403х120х135 / 420х120х135 |
480х140х135 / 480х150х160 |
550х150х150 / 560х170х160 |
650х160х155 / 670х180х180 |
800х180х160 / 900х210х200 |
1050х225х185 / 1020х231х230 |
1050х225х210 | 1150х330х220 |
| Вес, кг | 1400 / 1700 | 2200 / 2500 | 3000 / 3250 | 4000 / 4450 | 6200 / 7100 | 8000 / 8800 | 9800 / 10800 | 18500 | 28000 |